Каковы процесс, применение и преимущества литья пластиковой инъекции?
Процесс поток
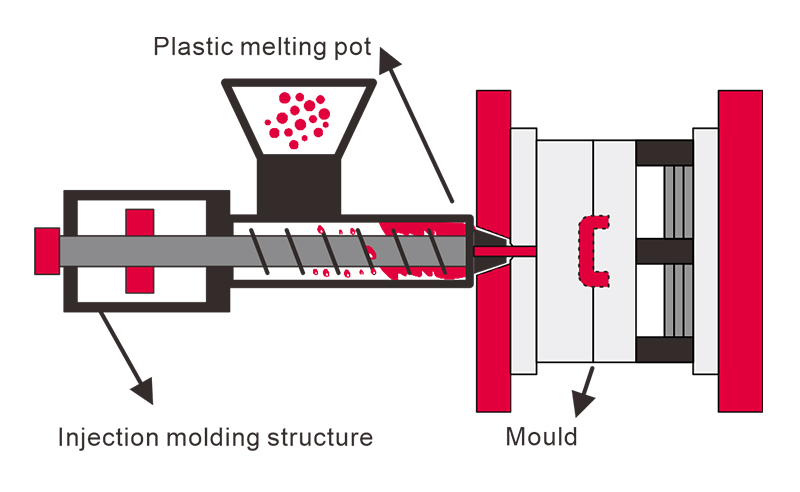
Пластиковая литьяПроцесс состоит из семи этапов: сушка, плавление, инъекция высокого давления, удержание давления и компенсация усадки, охлаждение и обстановка, открытие плесени и выброс, а также проверка качества после обработки.
Пластические шарики сырья должны быть осуществлены. Материалы, такие как нейлон, должны быть высушены при 80-130 ° C в течение 4-8 часов, чтобы предотвратить пузырьки.
Пластиковое сырье нагревается и расплавлена в стволе. Температура варьируется для разных материалов: PP: 160-175 ° C, ПК: 270-300 ° C. Винт в стволе вращается, чтобы обеспечить равномерный поток.

Пластиковый расплав впрыскивается в полость закрытой формы при 70-150 МПа, чтобы заполнить форму.
Поддержание машинного давления для компенсации усадки охлаждения требует точного контроля времени удержания, чтобы предотвратить следы раковины.
Охлаждение и настройка занимает 70-80% всего цикла литья. Температура формы контролируется между 40 и 120 ° C, чтобы гарантировать, чтоПластиковые деталиКрайне и не деформируйтесь.
Механический эжектор или роботизированная рука удаляет продукт, чтобы избежать повреждения поверхности.
Рабочие удаляют лишние пластиковые кусочки и проверяют, насколько хорошо работают пластиковые продукты и сочетаются друг с другом.
Приложения
Пластиковые детали впрыскаиспользуются в различных отраслях.
Ежедневные предметы первой необходимости: этот процесс литья инъекции является быстрым и экономически эффективным. Примеры включают в себя посуду, ящики для хранения и игрушки.
Автомобильные детали: сложные продукты включают приборные панели, фары и вентиляционные каналы.
Электронный и электрический:Инъекционное формованиеС точностью ± 0,1 мм включает такие продукты, как корпуса мобильных телефонов, клавиши клавиатуры и разъемы.
Медицинские устройства: продукты, требующие стерильности, включают в себя оболочки шприца и компоненты хирургического прибора.
Промышленные: высокопрочные пластиковые изделия включают шестерни, трубы и клапаны.

Преимущества
- Апластиковая литьяПроцесс может использоваться с материалами, включая PP, ABS, PC, PA, PE и PLA.
- Мы предлагаем одноразовую посуду PP, чехлы для телефона PLA иTPR -шипо -шарики.
- Huaner может изготавливать сложные детали с потоками и отверстиями в форме настраивания. Это может соответствовать всем требованиям клиента.
- Скорость использования пластикового сырья составляет более 95%, а материал бегуна можно переработать.
- АПользовательская литьяПроцесс может производить каждую часть всего за несколько секунд.
- Наши размерные допуски соответствуют стандарту GB14486-2008.